我们的现场实拍视频将带您走进崇义(当地)塑料闸门满足您多种采购需求产品的世界,产品视频细节之美一览无余!
以下是:崇义崇义(当地)塑料闸门满足您多种采购需求的图文介绍
塑料闸门满足您多种采购需求")
塑料闸门 的小车运行控制主令控制器“向前”,“向后”各档。当电源正常,小车电动机正常且起升荷载小于0t,大车制动,小车夹轨器松开时,小车才能运行。小车运行到前后极限位置时自动停机。启闭机如何保养在启闭机室设有块控制屏,块接触器屏和块起动电阻屏。控制屏上布置有闸门开度显示仪,荷载控制显示仪,控制开关,信号灯,按钮,继电器等,接触器屏上布置有电流表,电压表,接触器,断路器。我们把移动卷扬启闭机采用常规保养方式热继电器,电流互感器等主回路设备,起动电阻安置在起动电阻屏内。
通过闸门开度测控装置和主令控制器互为备用方式实现闸门运行位置的控制。闸门提升或下降时,首先接通上升或下降接触器,然后经延时依次接通相应的接触器,将起动电阻逐级切除,启闭机如何保养使闸门稳定运行。移动卷扬启闭机的保护方法:在产品进行设计时,我们为防止启闭机超负荷运行,在卷筒端轴承座下安装有压力传感器。运行中。闸门运行有个位置:上限位置当启闭荷载达到额定荷载的%时,传感器发出声光警报,当启闭荷载超出额定荷载%时,传感器发出声光警报,并自动切断电源,启闭机停止工作。
塑料闸门满足您多种采购需求")
塑料闸门满足您多种采购需求")
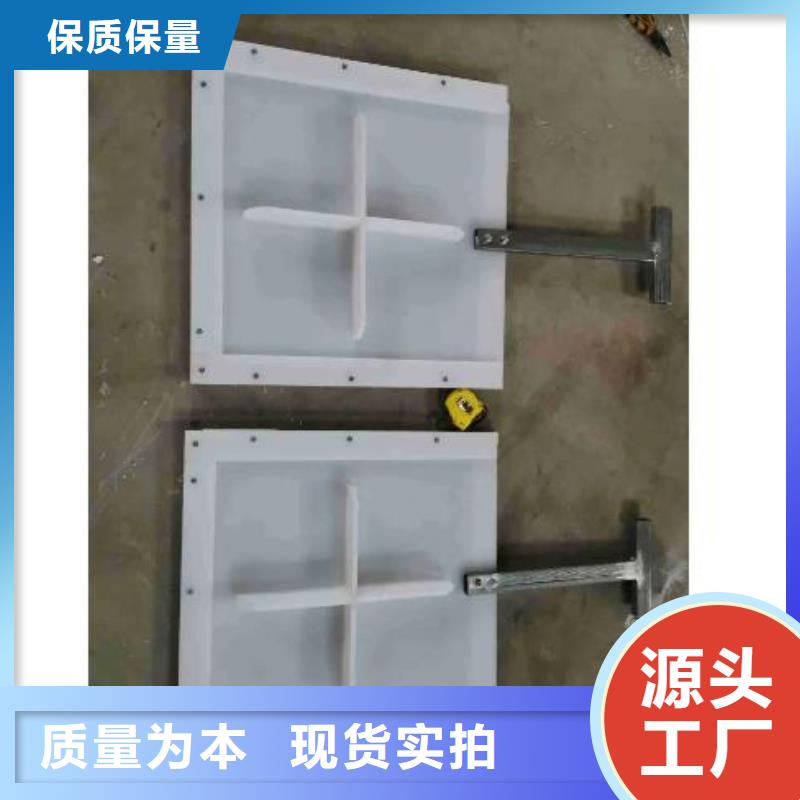
塑料闸门结构的特点能帮助我们更快捷顺利的使用设备,减少工作中的难度。塑料闸门系列卷扬启闭机系列塑料闸门系列钢制闸门系列栏污栅清污机拍门系列橡胶止水带金工具系列钻机土工布复合阀门作者:聚洋水利来源:本站发表时间:0--浏览:次塑料闸门的埋固构件在闸门结构中充当的角色很重要。有主轨,侧轨,反轨止水埋件,护槽,护面等组成。承担着封闭和开启孔口的挡水。在实际作中发挥着夫当关万夫莫开的重要作用。有门叶承重结构。
塑料闸门结构的特点能帮助我们更快捷顺利的使用设备,减少工作中的难度。希望本文章会对客户有所帮助塑料闸门系列卷扬启闭机系列塑料闸门系列钢制闸门系列栏污栅清污机拍门系列橡胶止水带金工具系列钻机土工布复合阀门作者:塑料闸门来源:塑料闸门发表时间:0--浏览:次橡胶止水带必需采取可靠的固定措施,绑扎钢筋和支模时。有主轨,侧轨,反轨止水埋件,护槽,护面等组成。承担着封闭和开启孔口的挡水。在实际作中发挥着夫当关万夫莫开的重要作用。有门叶承重结构。
塑料闸门满足您多种采购需求")
塑料闸门满足您多种采购需求")
塑料闸门满足您多种采购需求")
铸铁闸门、价格优势:同等质量,我们有大幅的价格优势,欢迎考察洽谈。具体报价根据订货量电议。 订货保值:在价格波动较大的时期,河畔水利机械厂推出预付款保值承诺:客户的合同预付款在交货时遇到价格上涨,我公司按照合同约定价格付货;遇到价格下降,我公司按照市场价付货
塑料闸门满足您多种采购需求")
塑料闸门满足您多种采购需求")
qpk单吊点卷扬式启闭机(t—t),qpq,qpk双吊点卷扬扬式启闭机(t—t),qhq弧型卷扬式启闭机。该系列产品设计合理,作简便,灵活,便于安装,平原山区有电无电均可使用,并具有防盗水功能,安全可靠。塑料闸门常用防腐方法中,用得较多的是覆盖层防腐。覆盖层防腐方法主要有涂料防腐和热喷涂防腐。塑料闸门现根据制作的实践经验,介绍钢闸门热喷涂的施工方法。钢闸门表面热喷涂之前,应将钢闸门金属表面的铁锈。卷扬式启闭机包括:qpq氧化皮,油污,焊渣,灰尘,水分等污物干净,使其全部露出灰白的金属本色,并且保持干燥,有定的粗糙度,以保证热喷涂料与基体间有良好的附着力。
塑料闸门满足您多种采购需求")
塑料闸门满足您多种采购需求")
塑料闸门满足您多种采购需求")






 扫一扫
扫一扫